Invitado real en accesorios. Los accesorios del perfil periódico, cónico y calibrado.
Acero laminado en caliente para refuerzo de hormigón armado.
Esta norma se aplica al acero redondo laminado en caliente de perfil liso y periódico, destinado a reforzar estructuras de hormigón armado ordinario y pretensado (acero de refuerzo). En términos de la composición química de los aceros de baja aleación, el estándar también se aplica a lingotes, flores y palanquillas.
El acero de refuerzo se divide en:
Las barras de refuerzo están hechas de las siguientes clases:
Los principales parámetros y dimensiones de las armaduras.
Mesa. El diámetro nominal de la barra de refuerzo, el número de metros por tonelada, la masa de un metro lineal de barra de refuerzo y las desviaciones de masa permitidas.
| Diámetro nominal de metal laminado, dn, mm. | Número de metros por tonelada, m | Peso de 1 metro de refuerzo, kg | Tolerancias,% |
| 5,5 | 5362 | 0,1865 | ± 8.0 |
| 6,0 | 4505 | 0,2220 | |
| 8,0 | 2534 | 0,3946 | |
| 10,0 | 1622 | 0,6165 | ± 5.0 |
| 12,0 | 1126 | 0,8878 | |
| 14,0 | 827,5 | 1,208 | |
| 16,0 | 633,6 | 1,578 | ± 4,5 |
| 18,0 | 500,6 | 1,998 | |
| 20,0 | 405,5 | 2,466 | |
| 22,0 | 335,1 | 2,984 | |
| 25,0 | 259,5 | 3,853 | |
| 28,0 | 206,9 | 4,834 | |
| 32,0 | 158,4 | 6,313 | |
| 36,0 | 125,2 | 7,990 | |
| 40,0 | 101,4 | 9,865 | 45,0 | 80,13 | 12,480 | 50,0 | 64,89 | 15,410 | 55,0 | 53,62 | 18,650 | 60,0 | 45,07 | 22,190 | 70,0 | 33,10 | 30,210 | 80,0 | 25,34 | 39,460 |
Nota: El peso de 1 m de refuerzo se calculó a una densidad de acero de 7850 kg / m3 y es un valor de referencia.
Calidades de acero utilizadas para la fabricación de válvulas de diversas clases.
| Grado de armadura | Diámetro de perfil, mm | Grado de acero |
|---|---|---|
| A-I (A240) | 6-40 | St3kp, St3ps, St3sp |
| A-II (A300) | 10-4040-80 | St5sp, St5ps18G2S |
| Ac-II (Ac300) | 10-32(36-40) | 10gt |
| A-III (A400) | 6-406-22 | 35GS, 25G2S32G2Rps |
| A-IV (A600) | 10-18(6-8)10-32(36-40) | 80С20ХГ2Ц |
| A-V (A800) | (6-8)10-32(36-40) | 23X2G2T |
| A-VI (A1000) | 10-22 | 22X2G2AYU, 22X2G2R, 20X2G2SR |
La norma prevé la fabricación. barra de refuerzo de perfil liso redondo con un diámetro de 5,5 a 40 mm y un perfil periódico con un diámetro nominal de 6,0 a 40 mm. Acero de refuerzo entregado en barras y bobinas. Productos de acero de refuerzo perfil liso clase A240 hecho de acuerdo con la precisión habitual.
Fig. Productos de acero de refuerzo perfil liso clase A240
Las barras de refuerzo de un perfil periódico deben tener salientes transversales en forma de media luna, que no deben estar conectados con salientes longitudinales. Las protuberancias longitudinales son opcionales.
Mesa. Requisitos para las dimensiones geométricas básicas del perfil.
Barras de refuerzo longitud medida y no medida. La longitud de las barras debe estar en el rango de 6 a 12 m.
El estándar regula las desviaciones máximas a lo largo de la longitud de las barras de medición. Pueden ser de 0 a +100 mm. Por acuerdo del fabricante con el consumidor, se permite el establecimiento de otras desviaciones límite. La curvatura de las barras de las barras de refuerzo no debe exceder el 0.6% de la longitud medida.
Acero de refuerzo templado termomecánicamente para hormigón armado.
.
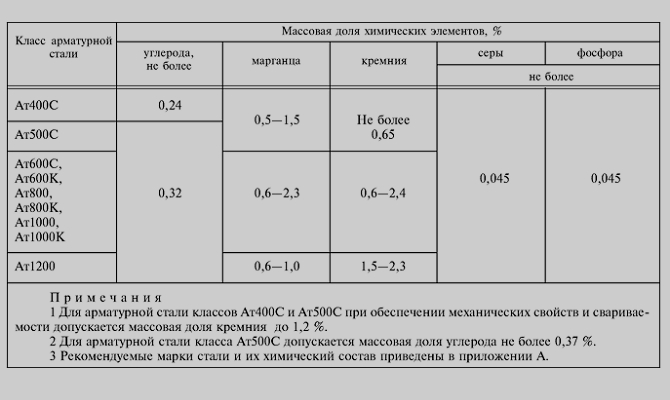
Acero de refuerzo Se dividen en clases según: - propiedades mecánicas - clase de resistencia (valor estándar estandarizado del límite elástico condicional o físico en newtons por milímetro cuadrado); - desde características operativas - hasta soldable (índice C), resistente al agrietamiento por corrosión (índice K). El acero de refuerzo está hecho de clases At400C, At500C, At600, At600C, At600K, At800, At800K, At1000, At1000K y At1200. Por acuerdo entre el fabricante y el consumidor, el acero de refuerzo de clase de resistencia At800 y superior se puede hacer liso.
Marcado: en ausencia de marcas rodantes, los extremos de las barras o haces acero de refuerzola clase correspondiente debe pintarse con pintura indeleble de los siguientes colores: AT400C- blanco AT500C- blanco y azul; A 600- amarillo At600C- amarillo y blanco; At600K- amarillo y rojo; At800- verde AT800K- verde y rojo; At1000- azul At1000K- azul y rojo; At1200- negro
| Grado de armadura | Grado de acero |
| AT400C | St3sp, St3ps |
| AT500C | St5sp, St5ps |
| A 600 | 20GS |
| At600C | 25G2S, 35GS, 28C, 27GS |
| At600K | 10GS2, 08G2S, 25S2R |
| At800 | 20ГС, 20ГС2, 08Г2С, 10ГС2, 28С, 25Г2С, 22С, 35ГС, 25С2Р, 20ГС2 |
| AT800K | 35GS, 25С2Р |
| At1000 | 20ГС, 20ГС2, 25С2Р |
| At1000K | 20HGS2 |
GOST 5781-82
ESTÁNDAR INTERESTE
ACERO CALIENTE
PARA REFUERZO
ESTRUCTURAS DE HORMIGÓN REFORZADAS
ESPECIFICACIONES
Fecha de introducción 01.07.83
Esta norma se aplica al acero redondo laminado en caliente de perfil liso y periódico, destinado a reforzar estructuras de hormigón armado ordinario y pretensado (acero de refuerzo).
En términos de la composición química de los aceros de baja aleación, el estándar también se aplica a lingotes, flores y palanquillas.
1. CLASIFICACIÓN Y SORTMENTO
1.1. Dependiendo de las propiedades mecánicas, el acero de refuerzo se divide en clases A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. El acero de refuerzo está hecho en varillas o bobinas. El acero de refuerzo de clase A-I (A240) se hace liso, clases A-II (A300), A-III (A400), A-IV (A600), A-V (A800) y A-VI (A1000) - perfil periódico.
A pedido del cliente, el acero de las clases A-II (A300), A-III (A400), A-IV (A600) y A-V (A800) se hace liso.
1.1, 1.2. (Redacción modificada, enmienda 5).
1.3. Los números de los perfiles, el área de la sección transversal, el peso de 1 m de la longitud del acero de refuerzo de un perfil liso y periódico, así como las desviaciones máximas de masa para los perfiles periódicos deben corresponder a los indicados en la Tabla 1)
Tabla 1
| Número de perfil (diámetro nominal de un núcleo d n) |
Área transversal sección de la barra, cm 2 |
Peso 1 m de perfil | |
| Teórico; kg | Límite de desviaciones,% | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0,785 | 0,617 | |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0-5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.4. Los diámetros nominales de los perfiles periódicos deben corresponder a los diámetros nominales de las secciones transversales lisas iguales en el área de la sección transversal.
1.5. La masa de 1 m del perfil se calcula a partir de las dimensiones nominales con una densidad de acero igual a 7,85 × 10 3 kg / m 3. La probabilidad de proporcionar una masa de 1 m debe ser de al menos 0.9.
(Edición modificada, enmienda nº 3).
1.6. Las desviaciones máximas del diámetro de los perfiles lisos deben cumplir con GOST 2590 para una precisión de laminación normal.
1.7. El acero de refuerzo de un perfil periódico es un perfil circular con dos nervaduras longitudinales y protuberancias transversales que se extienden a lo largo de una línea helicoidal de tres vías. Para perfiles con un diámetro de 6 mm, se permiten protuberancias que corren a lo largo de una línea helicoidal de inicio único, con un diámetro de 8 mm a lo largo de una línea helicoidal de doble inicio.
1.8. Acero de refuerzo clase A-II (A300), fabricado en la versión habitual, el perfil que se muestra en la Fig. 1 uny el perfil de propósito especial Ac-II (Ac300) que se muestra en la Fig. 2 pero, deben tener salientes que se extiendan a lo largo de líneas helicoidales con el mismo enfoque en ambos lados del perfil.
Acero clase A-III (A400), fabricado por el perfil que se muestra en la Fig. 1 by clases A-IV (A600), A-V (A800), A-VI (A1000) con el perfil que se muestra en la Fig. 1 b, 2b, deben tener protuberancias a lo largo de líneas helicoidales que tengan aproximaciones derechas en un lado del perfil y aproximaciones izquierdas en el otro.


El acero de refuerzo para fines especiales de la clase Ac-II (Ac300) es producido por los perfiles que se muestran en el dibujo. 1 un o 2 pero.
Perfil mostrado en el infierno. 2 pero, se hacen propósitos especiales por acuerdo del fabricante con el consumidor. La forma y las dimensiones de los perfiles mostrados en la Fig. 2 pero, bpuede ser especificado
1.9. Tamaños y desviaciones máximas de los tamaños de acero de refuerzo de un perfil periódico, fabricado de acuerdo con el dibujo. 1 un, bdebe corresponder a los dados en la tabla. 2, pero al infierno. 2 pero, b - dado en la tabla. 3)
Tabla 2
Tamaños, mm
| Número de perfil (diámetro nominal d n) | d | h | d 1 | h 1 | l | b | b 1 | r | ||
| Nominado | Anterior fuera | Nominado | Anterior fuera | |||||||
| 6 | 5,75 | 0,5 | ± 0.25 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
| 8 | 7,5 | 0,75 | 9,0 | 0,75 | 0,75 | 1,25 | 1,1 | |||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 2,0 | 1,9 | |||
| 14 | 13,0 | -0,5 | 15,5 | |||||||
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,2 | |||
| 18 | 17,0 | ± 0.5 | 20,0 | |||||||
| 20 | 19,0 | 22,0 | ||||||||
| 22 | 21,0 | +0,4 | 24,0 | |||||||
| 25 | 24,0 | -0,5 | 27,0 | |||||||
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 2,5 | 3,0 | |||
| 32 | 30,5 | 34,5 | 10 | 2,0 | 3,0 | |||||
| 36 | 34,5 | +0,4 | 2,5 | ± 0.7 | 39,5 | 2,5 | 12 | 3,5 | ||
| 40 | 38,5 | -0,7 | 43,5 | |||||||
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 54,0 | ||||||||
| 55 | 53,0 | +0,4 | 59,0 | 4,0 | ||||||
| 60 | 58,0 | -1,0 | ± 1.0 | 64,0 | 5,0 | |||||
| 70 | 68,0 | +0,5 | 74,0 | 4,5 | 5,5 | |||||
| 80 | 77,5 | -1,1 | 83,5 | |||||||
| Nota A petición del cliente, desviaciones de tamaño d 1 no debe exceder las desviaciones máximas d más desviaciones de doble límite h. | ||||||||||
Tabla 3
Tamaños, mm
| Número de perfil (diámetro nominal d m) | d | h | d 1 | h 1 | h r | h B | t | b | b 1 | r 1 | un | ||
| Nominado | Anterior fuera | Nominado | Anterior fuera | ||||||||||
| 10 | 8,7 | 1,6 | ± 0.5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 13,8 | 2,0 | ||||||||||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | ||||||
| 18 | 16,2 | +0,65 | 21,2 | ||||||||||
| 20 | 18,2 | -0,85 | 23,2 | 50 | |||||||||
| 22 | 20,3 | +0,4 | 25,3 | ||||||||||
| 25 | 23,3 | -0,5 | 28,3 | 14 | 1,2 | 14 | |||||||
| 28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 18 | |||||
| 40 | 37,6 | 44,6 | |||||||||||
1.10. Los desplazamientos relativos de las protuberancias de los tornillos en los lados del perfil, separados por nervios longitudinales, no están estandarizados.
Las dimensiones para las que no se establecen desviaciones límite se dan para construir un calibre y no se verifican en el perfil terminado.
1.11. La ovalidad de los perfiles lisos (la diferencia entre los diámetros más grande y más pequeño en una sección) no debe exceder la suma de las desviaciones máximas más y menos en el diámetro.
1.9 — 1.11. (Edición modificada, enmienda nº 3).
1.12. Acero de refuerzo de las clases A-I (A240) y A-II (A300) con un diámetro de hasta 12 mm y clase A-III (A-400) con un diámetro de hasta 10 mm incl. fabricado en bobinas o varillas, diámetros grandes - en varillas. Los aceros de refuerzo de las clases A-IV (A600), A-V (A800) y A-VI (A1000) de todos los tamaños se fabrican en varillas con un diámetro de 6 y 8 mm, por acuerdo del fabricante con el consumidor en bobinas.
1.13. Las varillas están hechas de 6 a 12 m de largo:
- longitud medida;
- longitud medida con longitudes no medidas de al menos 2 m, no más del 15% de la masa del lote;
- longitud no medida.
En un lote de barras de longitud no medida, se permiten barras de 3 a 6 y no más del 7% de la masa del lote.
Por acuerdo del fabricante con el consumidor, se permite la fabricación de varillas de 5 a 25 m de largo.
1.14. Las desviaciones máximas a lo largo de la longitud de las barras de medición deben corresponder a las indicadas en la tabla. 4)
Tabla 4
Las barras de alta precisión se fabrican a petición del consumidor.
1.15. La curvatura de las varillas no debe exceder el 0.6% de la longitud medida.
Ejemplos de leyendas
Acero de refuerzo con un diámetro de 20 mm, clase A-II (A300):
20-A-II GOST 5781-82
Lo mismo, con un diámetro de 18 mm, clase A-I (A240):
18-A-I GOST 5781-82
En la designación de barras de clase A-II (А300) para fines especiales, agregue el índice "c": Ac-II (Ac300).
(Edición modificada, enmienda 4).
2. REQUISITOS TÉCNICOS
2.1. El acero de refuerzo se fabrica de acuerdo con los requisitos de esta norma de acuerdo con las reglamentaciones tecnológicas aprobadas de la manera prescrita.
2.2. El acero de refuerzo está hecho de carbono y grados de acero de baja aleación especificados en la tabla. 5. El grado de acero es indicado por el consumidor en el pedido. Si no hay indicación, el fabricante establece el grado de acero. Para las barras de clase A-IV (A600), las calidades de acero se establecen por acuerdo del fabricante con el consumidor.
Tabla 5
| Grado de armadura | Diámetro de perfil, mm | Grado de acero |
| A-I (A240) | 6-40 | St3kp, St3ps, St3sp |
| A-II (A300) | 10-40 | St5sp, St5ps |
| 40-80 | 1NG2S | |
| Ac-II (Ac300) | 10-32 | 10gt |
| (36-40) | ||
| A-III (A400) | 6-40 | 35GS, 25G2S |
| 6-22 | 32G2Rps | |
| A-IV (A600) | 10-18 | 80C |
| (6-8) | ||
| 10-32 | 20HG2Ts | |
| (36-40) | ||
| A-V (A800) | (6-8) | 23X2G2T |
| 10-32 | ||
| (36-40) | ||
| A-VI (A1000) | 10-22 | 22X2G2AYU, 22X2G2R, 20X2G2SR |
Notas:
- Se permite la producción de acero de refuerzo de clase A-V (A800). De los grados de acero 22X2G2AYU, 22X2G2R y 20X2G2SR.
- Las dimensiones indicadas entre paréntesis se realizan por acuerdo entre el fabricante y el consumidor.
(Edición modificada, enmienda nº 3, 4).
2.3. La composición química del acero al carbono de refuerzo debe cumplir con GOST 380, acero de baja aleación, los estándares dados en la tabla. 6)
Tabla 6
| Grado de acero | Fracción de masa de elementos,% | ||||||||||
| Carbono | Manganeso | Silicio | Cromo | Titanio | Circonio | Aluminio | Níquel | Azufre | Fósforo | Cobre | |
| no mas | |||||||||||
| 10gt | No más de 0,13 | 1,00 — 1,40 | 0,45 — 0,65 | No más de 0.30 | 0,015-0,035 | — | 0,02 — 0,05 | — | 0,040 | 0,030 | 0,30 |
| 18G2S | 0,14 — 0,23 | 1,20 — 1,60 | 0,60 — 0,90 | — | — | 0,30 | 0,045 | 0,040 | |||
| 32G2Rps | 0,28 — 0,37 | 1,30 — 1,75 | No más de 0,17 | 0,001-0,015 | 0,050 | 0,045 | |||||
| 35GS | 0,30 — 0,37 | 0,80 — 1,20 | 0,60 — 0,90 | — | 0,045 | 0,040 | |||||
| 25G2S | 0,20 — 0,29 | 1,20 — 1,60 | |||||||||
| 20HG2Ts | 0,19 — 0,26 | 1,50 — 1,90 | 0,40 — 0,70 | 0,90-1,20 | 0,05 — 0,14 | 0,045 | |||||
| 80C | 0,74 — 0,82 | 0,50 — 0,90 | 0,60 — 1,10 | No más de 0.30 | 0,015-0,040 | — | 0,040 | ||||
| 23X2G2T | 0,19 — 0,26 | 1,40 — 1,70 | 0,40 — 0,70 | 1,35-1,70 | 0,02 — 0,08 | 0,015-0,050 | 0,045 | ||||
| 22X2G2AYU | 1,50-2,10 | 0,005-0,030 | 0,02 — 0,07 | 0,040 | 0,040 | ||||||
| 22X2G2R | 1,50 — 1,90 | 1,50-1,90 | 0,02 — 0,08 | 0,015-0,050 | |||||||
| 20X2G2SR | 0,16 — 0,26 | 1,40 — 1,80 | 0,75 — 1,55 | 1,40-1,80 | |||||||
2.3.1. En el grado de acero 20KHG2TS, se permite un aumento en la fracción de masa de cromo a 1.7% y el reemplazo de circonio por 0.02 - 0.08% de titanio. En el grado de acero 23X2G2T, el titanio puede reemplazarse por 0.05 - 0.10% de circonio. En este caso, la designación de acero grado 20HG2Ts en lugar de la letra C pone la letra T, acero grado 23X2G2T en lugar de la letra T pone la letra C.
En el grado de acero 32G2Rps, se permite reemplazar el aluminio con titanio o circonio en unidades iguales.
2.3.2. La fracción de masa de nitrógeno en el grado de acero 22Kh2G2AYu debe ser 0.015-0.030%, la fracción de masa de nitrógeno residual en el grado de acero 10GT no debe exceder el 0.008%.
2.3.3. La fracción de masa de boro en los grados de acero 22X2G2R, 20X2G2SR y 32G2Rps debe ser 0.001 - 0.007%. En acero grado 22X2G2AYU, se permite la adición de boro de 0.001 - 0.008%.
2.3.4. Se puede agregar titanio a los grados de acero 18G2S, 25G2S, 35GS en función de su fracción de masa en acero acabado 0.01-0.03%, en acero de grado 35GS en función de su fracción de masa en acero acabado fabricado en bobinas, 0.01-0 , 06%.
2.4. De acuerdo con la tabla, las desviaciones en la composición química de los productos terminados de los aceros al carbono, según GOST 380, de los aceros de baja aleación sujetos a propiedades mecánicas 7. Las desviaciones mínimas en el contenido de los elementos (excepto titanio y circonio, y para el grado 20Kh2G2SR - silicio) no están limitadas.
Tabla 7
| Artículo | Anterior apagado,% | Artículo | Anterior apagado,% |
| Carbono | +0,020 | Azufre | +0,005 |
| Silicio | +0,050 | Fósforo | +0,005 |
| Manganeso | +0,100 | Circonio | |
| Cromo | +0,050 | ||
| Cobre | +0,050 | Titanio | ± 0.010 |
| Nota Por acuerdo entre el fabricante y el consumidor, el acero puede fabricarse con otras desviaciones en el contenido de cromo, silicio y manganeso. | |||
(Edición modificada, enmienda nº 3).
2.5. El acero de refuerzo de las clases A-I (A240), A-II (A300), A-III (A400), A-IV (A600) está hecho de acero laminado en caliente, clase AV (A800) - con templado a baja temperatura, clase A-VI (A1000) - con templado a baja temperatura o tratamiento termomecánico en el flujo del laminador.
Se permite no templar a baja temperatura el acero de las clases A-V (A800) y A-VI (A1000), siempre que se produzca un alargamiento relativo de al menos 9% y un alargamiento uniforme de al menos 2% cuando se prueba durante 12 horas después del laminado.
2.6. Las propiedades mecánicas del acero de refuerzo deben cumplir con los estándares especificados en la tabla. 8)
Tabla 8
| Grado de armadura | Límite elástico σ t | Resistencia a la tracción σ in | Alargamiento δ 5,% | Elongación uniforme d r,% | Resistencia al impacto a una temperatura de -60 ° C | Prueba de curva y frío ( con- espesor del mandril, d - diámetro de la barra) | ||||
| N / mm 2 | kgf / mm 2 | N / mm 2 | kgf / mm 2 | MJ / m 2 | kgf × m / cm 2 | |||||
| No menos | ||||||||||
| A-I (A240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180 °; c = d | |
| A-II (A300) | 295 | 30 | 490 | 50 | 19 | 180 °; con = 3d | ||||
| Ac-II (Ac300) | 441 | 45 | 25 | 0,5 | 5 | 180 °; c = d | ||||
| A-III (A400) | 390 | 40 | 590 | 60 | 14 | — | — | 90 °; con = 3d | ||
| A-IV (A600) | 590 | 60 | 883 | 90 | 6 | 2 | 45 °; con = 5d | |||
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | |||||
| A-VI (A1000) | 980 | 100 | 1230 | 125 | 6 | |||||
|
Notas: 1. Por acuerdo entre el fabricante y el consumidor, está permitido no probar la resistencia al impacto del acero de refuerzo de clase Ac-II. 2. (Excluido, Enmienda No. 3). 3. Para acero de refuerzo de clase A-IV con un diámetro de 18 mm, acero de grado 80C, la velocidad de flexión en estado frío se establece en al menos 30 °. 4. Para acero de refuerzo de clase A-I (A240) con un diámetro de más de 20 mm cuando se dobla en estado frío 180 ° con = 2d, clase A-II (A300) con un diámetro de St. 20 mm con = 4d. 5. Los corchetes indican la designación del límite elástico. |
||||||||||
(Edición modificada, enmienda n. ° 1, 3, 5).
Para acero de clase A-II (A300) con un diámetro de St. 40 mm permitieron una disminución en el alargamiento de 0.25% por milímetro de aumento de diámetro, pero no más del 3%.
Para el acero de clase Ac-II (Ac300), la resistencia temporal se puede reducir a 426 MPa (43.5 kgf / mm 2) con un alargamiento relativo: δ 5 30% o más.
Para acero grado 25G2S, clase A-III (A400), la resistencia temporal se puede reducir a 560 MPa (57 kgf / mm 2) con un límite elástico de al menos 405 MPa (41 kgf / mm 2), un alargamiento relativo de δ 5 de al menos 20%.
2.7. Los indicadores estadísticos de las propiedades mecánicas de las barras del acero de refuerzo de un perfil periódico deben cumplir con el Apéndice 1, con una mayor uniformidad de las propiedades mecánicas: Apéndice 1 y tabla. 9)
La probabilidad de proporcionar las propiedades mecánicas especificadas en la tabla. 8 debe ser al menos 0,95.
(Edición modificada, enmienda nº 3).
2.8. En la superficie del perfil, incluida la superficie de las costillas y las protuberancias, no debe haber grietas enrolladas, grietas de tensión, defectos, capturas rodantes y puestas de sol.
Se permite un daño menor en las costillas y las protuberancias, en una cantidad de no más de tres por 1 m de longitud, así como un leve óxido, contaminantes enrollados individuales, huellas dactilares, flacidez, rastros de burbujas enrolladas, volantes y escamas dentro de las desviaciones de tamaño permitidas.
(Edición modificada, enmienda nº 2).
2.9. La composición química y la tecnología de fabricación garantizan la soldabilidad del acero de refuerzo de todos los grados, excepto el 80C.
2.10. Equivalente de carbono ![]() para armaduras soldadas de acero de baja aleación de clase A-III (A400) no debe ser superior a 0,62.
para armaduras soldadas de acero de baja aleación de clase A-III (A400) no debe ser superior a 0,62.
(Introducido adicionalmente, Enmienda No. 5).
Tabla 9
| Grado de armadura | Número de perfil | S | S 0 | ||||||
| Para σ t (σ 0.2) | Para σ en | Para σ t (σ 0.2) | Para σ en | Para σ t (σ 0.2) | Para σ en | Para σ t (σ 0.2) | Para σ en | ||
| MPa (kgf / mm 2) | MPa (kgf / mm 2) | ||||||||
| El mas | |||||||||
| A-II (A300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (A400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,07 | |||
| A-IV (A600) | 10-22 | 69(7) | 69(7) | 39(4,0) | 39(4) | 0,09 | 0,06 | 0,05 | |
| A-V (A800) | 78(8) | 78(8) | 49(5,0) | 49(5,0) | |||||
| A-VI (A1000) | 88(9) | 88(9) | 0,08 | 0,05 | 0,04 | ||||
|
Notas: 1. S - desviación estándar en la población de prueba; S 0 - desviación estándar en la fiesta de fusión; - el valor promedio en la población de prueba; - el valor promedio mínimo en la fiesta de fusión. 2. Para el refuerzo de acero en bobinas con un diámetro de 6 y 8 mm, un aumento en las normas para S y S 0 a 4.9 MPa (0.5 kgf / mm 2). 3. (Excluido, Enmienda No. 5). |
|||||||||
3. NORMAS DE ACEPTACIÓN
3.1. El acero de refuerzo se acepta en lotes que consisten en perfiles de un diámetro, una clase, un cucharón de fusión y elaborados con un documento de calidad.
El peso del lote debe ser de hasta 70 toneladas.
Se permite aumentar la masa del lote a la masa del cucharón de fusión.
3.2. Cada lote se acompaña de un documento de calidad de acuerdo con GOST 7566 con datos adicionales:
- número de perfil;
- valor medio mínimo y desviaciones estándar S 0 en el lote de valores de σ t (σ 0.2) y σ in;
- resultados de la prueba de flexión en frío;
- valores de alargamiento uniforme para acero de clase A-IV (A600), A-V (A800), A-VI (A1000).
3.3. Para verificar el tamaño y la calidad de la superficie seleccionada:
- en la fabricación de acero de refuerzo en las varillas: al menos el 5% del lote;
- en la fabricación y madejas: dos madejas de cada lote.
(Edición modificada, enmienda nº 3).
3.4. Para verificar la composición química de la muestra tomada de acuerdo con GOST 7565.
El fabricante determina la fracción de masa de aluminio periódicamente, pero al menos una vez por trimestre.
3.5. Para verificar la tensión, la flexión y la tenacidad, se toman dos barras del lote.
Para el fabricante, el intervalo de selección de la barra debe ser al menos la mitad del tiempo dedicado a rodar un tamaño de perfil de un lote.
(Edición modificada, enmienda nº 3).
3.6. Al recibir resultados de prueba insatisfactorios para al menos uno de los indicadores, se llevan a cabo pruebas repetidas de acuerdo con GOST 7566.
4. MÉTODOS DE PRUEBA
4.1 El análisis químico del acero se lleva a cabo de acuerdo con GOST 12344, GOST 12348, GOST 12350, GOST 12352, GOST 12355, GOST 12356, GOST 18895 u otros métodos que proporcionan la precisión requerida.
4.2. El diámetro y la ovalidad de los perfiles se miden a una distancia de al menos 150 mm desde el extremo de la barra o a una distancia de al menos 1500 mm desde el extremo de la bobina con un peso de bobina de hasta 250 kg y al menos 3000 mm con un peso de bobina de más de 250 kg.
4.3. Las dimensiones se verifican con una herramienta de medición de la precisión requerida.
4.4. Se corta una muestra de cada varilla seleccionada para pruebas de resistencia a la tracción, flexión y resistencia.
4.5. El muestreo para probar la tensión, la flexión y la tenacidad se realiza de acuerdo con GOST 7564.
4.6. La prueba de tracción se lleva a cabo de acuerdo con GOST 12004.
4.7. La prueba de flexión se lleva a cabo de acuerdo con GOST 14019 en muestras con una sección transversal igual a la sección transversal de la varilla.
Para barras con un diámetro de más de 40 mm, se permite analizar muestras cortadas a lo largo del eje de la barra en un mandril con un diámetro reducido a la mitad en comparación con el indicado en la tabla. 4, con aplicación de fuerza de flexión desde el lado del corte.
4.8. La determinación de la resistencia al impacto se realiza de acuerdo con GOST 9454 en muestras con un concentrador de tipo U tipo 3 para varillas con un diámetro de 12 a 14 mm y muestras del tipo 1 para varillas con un diámetro de 16 mm o más. Las muestras se realizan de acuerdo con los requisitos de GOST 9454.
4.9. Está permitido aplicar métodos estadísticos y no destructivos para controlar las propiedades mecánicas y la masa de los perfiles.
4.10. La curvatura de las varillas se mide a lo largo de la longitud del perfil suministrado, pero no más corta que 1 m.
4.11. Determinación de indicadores estadísticos de propiedades mecánicas de acuerdo con el anexo obligatorio 2.
4.12. La calidad de la superficie se verifica sin el uso de dispositivos de aumento.
4.10 — 4.12. (Introducido adicionalmente, Enmienda No. 3).
4.13. La medición de la altura de las protuberancias transversales del perfil periódico debe realizarse a lo largo del eje vertical de la sección transversal de la barra de refuerzo.
(Introducido adicionalmente, Enmienda No. 4).
5. EMBALAJE, ETIQUETADO, TRANSPORTE Y ALMACENAMIENTO
5.1. Embalaje, etiquetado, transporte y almacenamiento: de acuerdo con GOST 7566 con las siguientes adiciones:
- los extremos de las varillas de aceros de baja aleación de clase A-IV (A600) deben pintarse con pintura roja, clase A-V - roja y verde, clase A-VI (A1000) - roja y azul. Se permite colorear los ligamentos a una distancia de 0.5 m de los extremos;
- las varillas se empaquetan en paquetes de hasta 15 toneladas, atadas con alambre o alambrón. A pedido del consumidor, las varillas se embalan en paquetes de hasta 3 y 5 toneladas;
En los ligamentos, la pintura se aplica en franjas de un ancho de al menos 20 mm en la superficie lateral alrededor de la circunferencia (al menos 1/2 de la circunferencia) a una distancia de no más de 500 mm desde el extremo.
La pintura se aplica a las madejas en franjas de un ancho de al menos 20 mm a través de las bobinas desde el exterior de la madeja.
En productos desempacados, la pintura se aplica al extremo o a la superficie lateral a una distancia de no más de 500 mm del extremo.
En la etiqueta adherida a cada grupo de barras, se aplica la designación aceptada de la clase de acero de refuerzo (por ejemplo, A-III) o la designación convencional de la clase de límite elástico (A400).
(Edición modificada, enmienda nº 3, 5).
APÉNDICE 1
Obligatorio
REQUISITOS PARA INDICADORES ESTADÍSTICOS DE PROPIEDADES MECÁNICAS
≥ X yo b p + t × S;
> 0,9X yo b p + 3 S 0 ;
≥X yo b p
donde X iбp - valores de rechazo de σ in, σ 0.2 especificados en la tabla. 8 de esta norma;
t - el valor cuantil tomado igual a 2 para las clases A-II (A300) y A-III (A400) y 1.64 para las clases A-IV (A600), A-V (A800) y A-VI (A 1000).
- Control de calidad de los indicadores de las propiedades mecánicas de los productos en el fabricante.
2.1. Los indicadores de calidad requeridos de los perfiles aseguran el cumplimiento de la tecnología de producción y controlan la prueba de acuerdo con los requisitos del párrafo 3.5, párrafos. 4.4 - 4.8.
2.2. Valores S y S 0 establecido de acuerdo con los resultados de la prueba y las disposiciones del Anexo 2.
- Control de calidad de los indicadores de las propiedades mecánicas de los productos en la empresa de consumo.
3.1. En presencia de un documento de calidad para productos de la categoría de más alta calidad, el consumidor no puede realizar pruebas de propiedades mecánicas.
3.2. Si es necesario verificar las propiedades mecánicas de cada lote, se toman seis muestras, tomadas de diferentes paquetes o madejas y de diferentes perfiles, y las condiciones se verifican de acuerdo con los resultados
![]()
![]()
donde es el valor promedio de las propiedades mecánicas de acuerdo con los resultados de la prueba de seis muestras;
X min: el valor mínimo de los resultados de la prueba de seis muestras.
3.3. Los valores mínimos de alargamiento relativo δ 5 y alargamiento uniforme δ r no deben ser inferiores a los valores dados en la tabla. 8)
(Edición modificada, enmienda nº 3).
APÉNDICE 2
Obligatorio
Metodología
determinación de indicadores estadísticos de características de resistencia de propiedades mecánicas
acero laminado en caliente para reforzar estructuras de hormigón armado
Esta metodología se aplica a productos laminados en caliente, acelerados, termomecánicos y térmicamente laminados de un perfil periódico hecho en bobinas o varillas.
La técnica se utiliza para evaluar la confiabilidad de las propiedades mecánicas en cada lote y acero en general, y controlar la estabilidad del proceso.
- Para determinar los indicadores estadísticos de las propiedades mecánicas (tensión de fluencia física σ t o condicional σ 0.2, resistencia a la tracción σ c), se utilizan los resultados de las pruebas de control llamadas poblaciones generales.
- La correspondencia de las propiedades mecánicas de los productos laminados con los requisitos de la documentación normativa y técnica se determina sobre la base del procesamiento estadístico de los resultados de las pruebas que forman una muestra de la población general. Todas las conclusiones, resultados y conclusiones hechas sobre la base de la muestra se relacionan con toda la población.
- Muestra: un conjunto de resultados de pruebas de control que forman la matriz de información que se procesará.
La muestra incluye los resultados de las pruebas de aceptación de productos laminados de una clase, un grado y método de fundición, laminados en uno o un grupo de tamaños de perfil similares.
Cantidades S determinado por la documentación técnica reglamentaria.
Valor mínimo S 0 es 1.
donde X i br - el valor de rechazo de σ t (σ 0.2) y σ especificado en la documentación técnica y reglamentaria pertinente.
(Introducido adicionalmente, Enmienda No. 3).
DATOS DE INFORMACIÓN
- DESARROLLADO E INTRODUCIDO por el Ministerio de metalurgia ferrosa de la URSS, Gosstroy de la URSS
- APROBADO E INTRODUCIDO EN ACCIÓN por el Decreto del Comité Estatal de Normas de la URSS de 17.12. No 4800
- REEMPLAZAR GOST 5.1459-72, GOST 5781-75
- REFERENCIA DOCUMENTOS NORMATIVO-TÉCNICOS
| Designación de ITD para la cual se da el enlace |
Numero de articulo | Referencia ITD referida | Numero de articulo |
| GOST 380-94 | 2.3, 2.4 | GOST 12348-78 | 4.1 |
| GOST 2590-88 | 1.6 | GOST 12350-78 | 4.1 |
| GOST 7564-97 | 4.5 | GOST 12352-81 | 4.1 |
| GOST 7565-81 | 3.4 | GOST 12355-78 | 4.1 |
| GOST 7566-94 | 3.2, 3.6, 5.1 | GOST 12356-81 | 4.1 |
| GOST 9454-78 | 4.8 | GOST 14019-2003 | 4.7 |
| GOST 12004-81 | 4.6 | GOST 18895-97 | 4.1 |
| GOST 12344-2003 | 4.1 | OST 14-34-78 | Apéndice 2 |
- La limitación de validez se ha levantado de acuerdo con el protocolo No. 3-93 del Consejo Interestatal de Normalización, Metrología y Certificación (IMS 5-6-93)
- EDICIÓN (noviembre de 2005) con las enmiendas 1, 2, 3, 4, 5, aprobadas en febrero de 1984, junio de 1987, diciembre de 1987, octubre de 1989, diciembre de 1990 (5-84, 11-87, 3-88, 1-90, 3-91).
El refuerzo laminado en caliente puede llamarse correctamente un componente integral de las estructuras de hormigón armado. Pero dado que este producto tiene enormes cargas y tensiones, se produce solo de acuerdo con GOST. Nuestro artículo está dedicado a este laminado de metales, y considerará no solo las características, sino también las características de su funcionamiento.
1
Este tipo de refuerzo a menudo se usa en el campo de la construcción debido a una serie de ventajas. Pero antes de considerar las características del perfil, se debe prestar atención al término. Hablaremos de varillas metálicas de sección transversal circular, de las cuales está hecho el marco de estructuras de hormigón armado. Elementos de pequeño diámetro se producen en bahías.
Accesorios de tipo laminado en caliente
Los accesorios también se denominan partes destinadas a la protección automática, la superposición y la regulación de los parámetros del entorno de trabajo en tuberías para diversos fines. En ingeniería eléctrica, los llamados componentes y partes típicas que conectan cables, aislantes, etc. Además, la armadura significa auriculares con un ancla equilibrada, utilizados en tecnología de audio. En general, el término se puede encontrar con bastante frecuencia, pero se discutirá a continuación.
Los productos están hechos de acero laminado en caliente. Su objetivo principal es el refuerzo de hormigón armado. Por lo tanto, es posible fortalecer el material compuesto y darle las características necesarias. Especialmente en dicho endurecimiento hay lugares en los que caen las fuerzas de tracción y compresión. En algunos casos, el refuerzo evita la formación de grietas por contracción. Además, el diámetro de las varillas y su ubicación se eligen involuntariamente, pero de acuerdo con cálculos estrictos. Sin embargo, si lo desea, este material puede usarse para otros fines.
2
Existen varios tipos de tales productos metálicos. La clasificación se lleva a cabo no solo según los parámetros geométricos, la forma, sino también según el tipo de material, a pesar de que todos los elementos están hechos de acero. Dependiendo de las propiedades mecánicas, esta aleación se divide en clases. En nuestro caso, el refuerzo está hecho principalmente de acero laminado en caliente, denotado por el símbolo "A". Las barras pertenecen a la clase A-I (240) y productos con un perfil periódico: A-II (300), A-III (400), A-IV (600), A-V (800) y A-VI (1000 ) Pero a pedido del consumidor, los accesorios de acero liso también pueden fabricarse con aceros А300 - А800.
Se debe prestar especial atención a los productos endurecidos. En este caso, el acero de refuerzo de la clase At está involucrado en la producción. El índice "C" indica que el material se caracteriza por una buena soldabilidad y "K" - resistencia al agrietamiento por corrosión. Cabe señalar que cuanto mayor es el grado de acero, mejores son sus características de resistencia, los números entre paréntesis corresponden al límite elástico mínimo de la aleación. En los directorios puede encontrar fácilmente tablas que indican las propiedades mecánicas del material: resistencia temporal, alargamiento e incluso el ángulo de flexión en estado frío.

Productos térmicamente endurecidos
Además, dichos accesorios se clasifican según el propósito. El perfil se divide en trabajo, instalación y construcción. Pero el más popular debería llamarse refuerzo de trabajo, cuya tarea principal es la percepción de las fuerzas de tracción. Pero cuando es necesario garantizar la integridad de la estructura, se debe preferir el tipo estructural. Sus tareas incluyen mantener la contracción, así como las tensiones de temperatura y la distribución de la carga. Con la ayuda del hardware de montaje, puede crear un marco bastante rígido.
Cabe señalar que los dos primeros tipos también pueden servir como elementos de montaje, pero el refuerzo estructural o de trabajo no se puede reemplazar con un perfil de otro tipo.
Según la forma de la superficie, los elementos centrales son lisos y tienen un perfil periódico. Estos últimos se caracterizan por la presencia de protuberancias, arrecifes o abolladuras en la superficie del producto. Debido a esto, es posible fortalecer la adhesión de la barra de metal con hormigón. Muy a menudo, un perfil circular tiene dos refuerzos y protuberancias transversales ubicadas a lo largo de una, dos o tres hélices. Después de consultar la documentación técnica, puede familiarizarse con la apariencia del laminado de metal con más detalle.
3
Cuando hablamos de acero de refuerzo, asumimos grados de carbono y de baja aleación. Por ejemplo, A-I corresponde al acero en calma, semi silencioso y hirviendo St3, y a la clase A-V - aleación estructural de baja aleación 23Kh2G2T. Puede familiarizarse con esta información en GOST. También en la documentación se dan tablas y tablas por las cuales es posible determinar la composición química de la aleación.

Acero de refuerzo
El acero de refuerzo de clase I - IV está hecho de laminado en caliente, A-V con templado a baja temperatura. El acero A1000 puede someterse a templado a baja temperatura o tratamiento termomecánico en el flujo del laminador. Sin embargo, siempre que después de las pruebas realizadas dentro de las 12 horas, el alargamiento relativo y uniforme no sea inferior al 9 y 2%, respectivamente, se permite no templar a baja temperatura para aceros de las últimas dos clases.
En algunos casos, se permite reemplazar un elemento con otro, sin embargo, todas las desviaciones en la composición química de las aleaciones deben cumplir con GOST 380-88. Por ejemplo, en acero 32G2Rps, se puede agregar circonio o titanio en lugar de aluminio, y su cantidad debe corresponder a la proporción del elemento inicial. Pero el acero 25 G2S, 18G2S y 35GS a veces se diluyen con titanio, pero solo su fracción de masa no debe superar el 0,03% en el acero acabado.
4
El área de uso del refuerzo depende en gran medida de la composición química y las propiedades del acero. En este párrafo, consideraremos en detalle las características del uso de dichos elementos de construcción. Los productos que consisten en acero A-I y A-II se clasifican como no estresados. Se utilizan como elementos de trabajo, montaje y estructurales. Redes y marcos soldados se producen a partir de ellos.
Las calidades bajas en carbono y acero al carbono 10ГТ, ВСт3пс2 y ВСт3сп2 se utilizan a menudo para la fabricación de bucles de estructuras de hormigón armado. Esto se debe al aumento del alargamiento relativo del material durante la percepción de tensiones de tracción. Además, estos grados se caracterizan por una excelente capacidad de flexión incluso en estado frío y alta resistencia al impacto. Sin embargo, existen algunas limitaciones para la aleación BCt3ps2: si la temperatura ambiente supera los 40 ° C, dicho acero no es adecuado para la producción de bucles. Las ventajas de las aleaciones anteriores incluyen una excelente soldabilidad. Pero St5 de la clase A-II tiene algunas limitaciones en la soldabilidad, especialmente se enrolla con varillas con un diámetro de más de 32 mm, ya que la unión soldada es más frágil.

Bisagras de hormigón armado
Las aleaciones A-III han encontrado su aplicación en la producción de estructuras convencionales de hormigón armado. Los aceros de este tipo se distinguen por su excelente soldabilidad, con la excepción de la marca 35GS. Las tres clases restantes (A-IV - A-VI) ya son del tipo de tracción, su soldabilidad se está deteriorando un poco, pero se puede llamar satisfactoria.
Los parámetros de las estructuras pretensadas juegan un papel muy importante. Si su longitud es superior a 12 m, solo se deben usar aceros de tipo A-V y A-VI, o calidades de acero endurecido por calor. En el caso de que esto no sea posible, es posible usar refuerzo de clase A-VIII, pero está sujeto a un doble control durante el endurecimiento. Cuando la operación se llevará a cabo en un entorno agresivo, solo se debe usar acero resistente al agrietamiento por corrosión para reforzar el hormigón armado.
No siempre necesitamos una barra completa, a veces nos vemos obligados a cortarla en pedazos. Parecería que no deberían surgir preguntas en este asunto. Sin embargo, hay una pequeña característica. Las calidades de acero A-III A-VI están sujetas a corte solo en estado frío.
5
Ahora nos centraremos en el proceso de fabricación. En aras de la equidad, debe decirse que requiere mucha mano de obra y que todas las etapas están bajo un estricto control, porque el producto terminado debe ser de alta calidad. Y del nombre "laminado en caliente" queda claro que una de las etapas principales es el laminado en caliente.
El proceso comienza con la fabricación de acero. Las materias primas se suministran a la tienda de convertidores de oxígeno, cuando se trata de producción a gran escala o aglomerado. Pero, independientemente del tipo de equipo, el taller debe estar equipado con una instalación especial de acabado de metal con horno de cucharón. Con él, es posible procesar y saturar el metal con elementos de aleación antes de ingresar a la máquina de colada continua de alto grado.

Fundición de acero de refuerzo
Además, las palanquillas continuamente fundidas están expuestas a altas temperaturas de 1150–1200 ° С y se alimentan a una máquina descalcificadora. Después de esto, sigue un rodillo redondo con un diámetro de 55 mm en los soportes de desbaste, que consisten en rodillos verticales y horizontales. La salida es un perfil acabado con un diámetro de 25 mm. Si aún es necesario reducir el diámetro de las varillas de metal, se envían al grupo de soportes de acabado. Al final, el producto se enrolla en bahías o se corta en longitudes medidas con unas tijeras voladoras especiales.
Para aumentar las características de resistencia del metal laminado y no dañar la plasticidad, se somete a un tratamiento termomecánico adicional. Básicamente, esta operación tiene lugar en una corriente continua. En este caso, se utiliza un esquema de enfriamiento intermitente con auto-templado. Gracias a esta operación, es posible mejorar significativamente las propiedades de material relativamente barato y evitar un procesamiento costoso.
6
En este párrafo, prestaremos atención a las etapas igualmente importantes de la producción de accesorios, de las que depende la calidad del producto terminado, a saber, las pruebas y las reglas de aceptación. Los productos llegan en lotes, y todos los elementos deben estar hechos del mismo grado de acero, tener el mismo diámetro y estar hechos con un documento de calidad. La masa del lote generalmente no supera las 70 toneladas, pero en algunos casos se puede aumentar a la masa de un cucharón. Luego se seleccionan 2 madejas o al menos el 5% de los elementos del lote y se someten a prueba.
Para determinar los parámetros geométricos de los perfiles metálicos, se utilizan herramientas de medición especiales de la precisión requerida. Pero la calidad de la superficie se verifica mediante inspección visual sin el uso de dispositivos de aumento. En la superficie del perfil en sí, las protuberancias y costillas, fallas, grietas por tensión, puestas de sol son inaceptables. Los productos con la presencia de capturas rodantes y grietas laminadas también son rechazados. Es posible que se produzcan daños menores en las costillas y las protuberancias, pero su número no debe exceder las 3 piezas por metro lineal. Las varillas de metal con la presencia de óxido leve, flacidez, impurezas laminadas individuales no se rechazan.
La ondulación, escamas y rastros de burbujas laminadas tampoco se consideran defectos graves, lo principal es que su tamaño y cantidad están dentro de los límites normales. Asegúrese de medir la curvatura de los elementos, controlar las propiedades mecánicas y la masa del refuerzo. También se realizan pruebas de curvatura, tenacidad y tracción. Para esto, se corta un cortador de la longitud requerida de cada varilla. Pero las muestras para análisis químicos se toman de acuerdo con GOST 7565-81.

Control de calidad de barras de refuerzo.
Obligatorio medir el diámetro de la varilla y la ovalidad. Solo toman medidas no desde el borde mismo, sino a una distancia de al menos 15 cm desde el extremo del perfil. Si el refuerzo está en bobinas, entonces al menos 1.5 my 3 m con un peso de menos de o más de 250 kg, respectivamente, retroceda. GOST 12004–81 estipula todos los requisitos y condiciones que deben cumplir las pruebas de tracción. Para probar la tenacidad, las muestras se hacen de acuerdo con GOST 9454–78 y se prueban de acuerdo con los requisitos especificados en esta documentación técnica.
El acero endurecido por calor se somete a pruebas adicionales en una solución de nitrato con exposición simultánea a una temperatura de 98–100 ° C y voltaje. El resultado se considera positivo si las muestras resistieron al menos 100 horas en tales condiciones. Además, las aleaciones de la clase At400C, At500C y At600C pueden someterse no solo a pruebas de flexión, sino también a una flexión posterior, después de lo cual ninguna de las muestras debe tener defectos visibles (grietas, rasgaduras).
El producto de prueba se deforma primero en un ángulo predeterminado (90 °), luego se calienta a 100 ° C, se mantiene a esta temperatura durante media hora y se enfría. Y solo después de eso, el elemento se dobla a un ángulo de 20 °. Los ejes de los dos soportes deben ser perpendiculares a la dirección de la fuerza. Y la velocidad con la que se realizan las pruebas no puede superar los 20 grados / s. Las costillas cruzadas deben estar en la zona de estiramiento. Si los resultados de al menos un indicador no son satisfactorios, realice pruebas repetidas de acuerdo con los GOST anteriores.
7
Ahora hemos pasado a la etapa final, después de la fabricación y el control de calidad, el producto se marca, empaqueta y entrega al almacén. Para determinar fácilmente la clase de acero de la que está hecho el perfil, se pintan los extremos de las varillas. Se aplica tinta roja a los elementos de acero A600. Si ve una combinación de verde y rojo, estamos hablando del acero A800. La aleación A1000 de alta calidad se caracteriza por el azul y el rojo. Se aplican tiras con un grosor de al menos 20 cm alrededor de toda la circunferencia a una distancia de 0.5 m del borde.
Grados de acero de refuerzo
Además, las barras se forman en un lote que no pesa más de 15 toneladas y se vendan con alambrón o alambre. A pedido del cliente, es posible reducir el peso del lote a 3 toneladas, luego se adjunta una etiqueta a cada paquete, donde se indica la clase de refuerzo o el punto de fluencia del material. Si hablamos de elementos endurecidos térmicamente, es necesario indicar el índice de soldabilidad y resistencia al agrietamiento por corrosión.
Una vez recibidos en el almacén, los productos que se cortarán se clasificarán según la longitud deseada de las piezas de trabajo. Los elementos metálicos solo se pueden almacenar en interiores o debajo de un dosel, y se debe evitar el contacto con el piso de tierra.
8
Este perfil tiene funciones muy serias, por lo que debe cumplir totalmente con GOST 5781–82. Si el producto se somete a un endurecimiento termomecánico, se fabrica de acuerdo con los requisitos especificados en GOST 10884–94. Cualquier inconsistencia puede llevar a consecuencias muy graves e incluso desastrosas, incluso a una catástrofe. La documentación técnica contiene tablas donde se indican los parámetros de cada tipo específico de refuerzo. Básicamente, el número de producto corresponde a su diámetro.
Por ejemplo, si estamos hablando del perfil 12, entonces el diámetro de la barra en este caso es de 12 mm. Las tablas también indican el área de la sección transversal, la masa teórica de 1 m del elemento de varilla y sus desviaciones máximas. La masa de un medidor en funcionamiento se determina por cálculo. En este caso, se tienen en cuenta las dimensiones del elemento y la densidad del material. Pero para familiarizarse con las desviaciones máximas de diámetro, debe mirar GOST 2590–88. Todos los tamaños y sus desviaciones máximas se especifican en la documentación técnica, solo los desplazamientos relativos de las protuberancias de los tornillos no están estandarizados.

Perfiles laminados en caliente con un diámetro de 12
Si hablamos de elementos de barra, entonces la longitud de un producto está en el rango de 6 a 12 m. La curvatura no puede exceder el 0.6% de la longitud. Para los aceros de las clases А300 y А400, la resistencia temporal máxima permitida puede reducirse a 426 MPa y 560 MPa, respectivamente. En este caso, el alargamiento debe ser superior al 30% y superior al 20% para А300 y А400.
La ovalidad es la diferencia entre el diámetro máximo y mínimo de un perfil, y se le imponen requisitos bastante serios. Este parámetro no debe exceder la suma de las desviaciones máximas de diámetro. Los elementos de un diámetro de hasta 12 mm están hechos de aceros de clase A240 y A300, el acero A400 se utiliza en la producción de barras de refuerzo con un diámetro de no más de 10 mm, pero las 3 clases restantes son excelentes incluso para la producción de elementos con un diámetro de 6 y 8 mm. Además, estos últimos se suministran con mayor frecuencia en madejas.
Pero para los elementos térmicamente endurecidos de un perfil periódico, también es necesario soportar el ángulo de inclinación de las protuberancias transversales. Este valor debe estar entre 30 y 45 °. El ángulo entre el eje longitudinal y las protuberancias transversales es de 45 °, pero en algunos casos se puede aumentar a 70 °. Los elementos de varilla se fabrican en longitudes medidas de 5,3–13,5 m, pero a pedido del cliente, se permite la producción de varillas con una longitud de 26 m.
InterestatalESTÁNDAR
ACERO CALIENTE PARA REFORZAR ESTRUCTURAS DE HORMIGÓN REFORZADAS
Especificaciones técnicas
GOST 5781-82
InterestatalESTÁNDAR
Esta norma se aplica al acero redondo laminado en caliente de perfil liso y periódico, destinado a reforzar estructuras de hormigón armado ordinario y pretensado (acero de refuerzo).
En términos de la composición química de los aceros de baja aleación, el estándar también se aplica a lingotes, flores y palanquillas.
1. CLASIFICACIÓN Y SORTMENTO
1.1. Dependiendo de las propiedades mecánicas, el acero de refuerzo se divide en clases A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. El acero de refuerzo está hecho en varillas o bobinas. El acero de refuerzo de clase A-I (A240) se hace liso, clases A-II (A300), A-III (A400), A-IV (A600), A-V (A800) y A-VI (A1000) - perfil periódico.
A petición del consumidor, el acero de las clases A-II (A300), A-III (A400), A-IV (A600) y A-V (A1000) se hace liso.
1.1, 1.2. (Redacción modificada, enmienda 5).
1.3. Los números de los perfiles, el área de la sección transversal, el peso de 1 m de la longitud del acero de refuerzo de un perfil liso y periódico, así como las desviaciones máximas de masa para los perfiles periódicos deben corresponder a los indicados en la Tabla 1)
1.4. Los diámetros nominales de los perfiles periódicos deben corresponder a los diámetros nominales de las secciones transversales lisas iguales en el área de la sección transversal.
Mesa 1
|
Número de perfil |
Área transversal |
Peso 1 m de perfil |
|
|
Teórico; kg |
Límite de desviaciones,% |
||
1.5. La masa de 1 m del perfil se calcula a partir de las dimensiones nominales con una densidad de acero igual a 7,85 × 10 3 kg / m 3. La probabilidad de proporcionar una masa de 1 m debe ser de al menos 0.9.
(Edición modificada, enmienda nº 3).
1.6. Las desviaciones máximas del diámetro de los perfiles lisos deben cumplir con GOST 2590-88 para una precisión de laminado normal.
1.7. El acero de refuerzo de un perfil periódico es un perfil circular con dos nervaduras longitudinales y protuberancias transversales que se extienden a lo largo de una línea helicoidal de tres vías. Para perfiles con un diámetro de 6 mm, se permiten protuberancias que corren a lo largo de una línea helicoidal de inicio único, con un diámetro de 8 mm a lo largo de una línea helicoidal de doble inicio.
1.8. Acero de refuerzo clase A-II (A300), fabricado en la versión habitual, el perfil que se muestra en la Fig. 1 uny el perfil de propósito especial Ac-II (Ac300) que se muestra en la Fig. 2 pero, deben tener salientes que se extiendan a lo largo de líneas helicoidales con el mismo enfoque en ambos lados del perfil.
Acero clase A-III (A400), fabricado por el perfil que se muestra en la Fig. 1 by clases A-IV (A600), A-V (A800), A-VI (A1000) con el perfil que se muestra en la Fig. 1 b, 2b, deben tener protuberancias a lo largo de líneas helicoidales que tengan aproximaciones derechas en un lado del perfil y aproximaciones izquierdas en el otro.

El acero de refuerzo para fines especiales de la clase Ac-II (Ac300) es producido por los perfiles que se muestran en el dibujo. 1 un o 2 pero.
Perfil mostrado en el infierno. 2 pero, se hace un propósito especial por acuerdo del fabricante con el consumidor. La forma y las dimensiones de los perfiles mostrados en la Fig. 2 pero y bpuede ser especificado
1.9. Tamaños y desviaciones máximas de los tamaños de acero de refuerzo de un perfil periódico, fabricado de acuerdo con el dibujo. 1 un y bdebe corresponder a los dados en la tabla. 2, pero al infierno. 2 pero y b - dado en la tabla. 3)
Tabla 2
Dimensionesmm
|
Número de perfil (diámetro nominal d n) |
d |
h |
d 1 |
h 1 |
t |
b |
b 1 |
r |
||
|
Nominado |
Anterior fuera |
Nominado |
Anterior fuera |
|||||||
Nota A petición del cliente, desviaciones de tamaño d 1 no debe exceder las desviaciones máximas d más desviaciones de doble límite h.
Mesa 3
Dimensionesmm
|
Número de perfil (diámetro nominald n ) |
d |
h |
d 1 |
h 1 |
h r |
h B |
t |
b |
b 1 |
r 1 |
un
, |
||
|
Nominado |
Anterior fuera |
Nominado |
Anterior fuera |
||||||||||
1.10. Los desplazamientos relativos de las protuberancias de los tornillos en los lados del perfil, separados por nervios longitudinales, no están estandarizados.
Las dimensiones para las que no se establecen desviaciones de límite se proporcionan para la construcción de calibre y no se verifican en el perfil terminado.
1.11. La ovalidad de los perfiles lisos (la diferencia entre los diámetros más grande y más pequeño en una sección) no debe exceder la suma de las desviaciones máximas más y menos en el diámetro.
1.9-1.11. (Edición modificada, enmienda nº 3).
1.12. El acero de refuerzo de las clases A-I (A240) y A-II (A300) con un diámetro de hasta 12 mm y la clase A-III (A-400) con un diámetro de hasta 10 mm se fabrican en bobinas o varillas, diámetros grandes - en varillas. Los aceros de refuerzo de las clases A-IV (A600), A-V (A800) y A-VI (A1000) de todos los tamaños se fabrican en varillas de 6 y 8 mm de diámetro de acuerdo con el consumidor y en bobinas.
1.13. Las varillas están hechas de 6 a 12 m de largo:
longitud medida;
longitud medida con segmentos no medidos de no menos de 2 m de largo, no más del 15% del peso del lote;
longitud no medida
En un lote de barras de longitud no medida, se permiten barras de 3 a 6 y no más del 7% de la masa del lote.
Por acuerdo entre el fabricante y el consumidor, se permite la fabricación de varillas de 5 a 25 m.
1.14. Las desviaciones máximas a lo largo de la longitud de las barras de medición deben corresponder a las indicadas en la tabla. 4)
Mesa 4
Las barras de alta precisión se fabrican a petición del consumidor.
1.15. La curvatura de las varillas no debe exceder el 0.6% de la longitud medida.
Ejemplos de leyendas
Acero de refuerzo con un diámetro de 20 mm, clase A-II (A300):
20- Un- II (Un300) GOST 5781-82
Acero de refuerzo con un diámetro de 18 mm, clase A-I (A240):
18- Un- Yo (A240) GOST 5781-82
En la designación de barras de propósito especial clase A-II, se agrega un índice con: Ac-II.
(Edición modificada, enmienda 4).
2. REQUISITOS TÉCNICOS
2.1. El acero de refuerzo se fabrica de acuerdo con los requisitos de esta norma de acuerdo con las reglamentaciones tecnológicas aprobadas de la manera prescrita.
2.2. El acero de refuerzo está hecho de carbono y grados de acero de baja aleación especificados en la tabla. 5. El grado de acero es indicado por el consumidor en el pedido. Si no hay indicación, el fabricante establece el grado de acero. Para barras de clase A-VI (A-1000), las calidades de acero se establecen por acuerdo del fabricante con el consumidor.
Mesa 5
|
Grado de armadura |
Diámetro de perfil, mm |
Marcase ha convertido |
|
St3kp, St3ps, St3sp |
||
|
St5sp, St5ps |
||
|
Ac-II (Ac300) |
||
|
22X2G2AYU, 22X2G2R, 20X2G2SR |
Notas:
1. Se permite la producción de acero de refuerzo de clase A-V (A800). De los grados de acero 22X2G2AYU, 22X2G2R y 20X2G2SR.
2. Los tamaños indicados entre paréntesis se realizan por acuerdo del fabricante con el consumidor.
(Edición modificada, enmienda nº 3, 4).
2.3. La composición química del acero al carbono de refuerzo debe cumplir con GOST 380-88, acero de baja aleación, los estándares dados en la tabla. 6)
Mesa 6
|
Grados de acero |
Fracción de masa de elementos,% |
|||
|
Carbono |
Manganeso |
Silicio |
Cromo |
|
|
No más de 0,13 |
No más de 0.30 |
|||
|
No más de 0.30 |
||||
|
No más de 0,17 |
No más de 0.30 |
|||
|
No más de 0.30 |
||||
|
No más de 0.30 |
||||
|
No más de 0.30 |
||||
Continuación de la mesa. 6 6
|
Grados de acero |
Fracción de masa de elementos,% |
||||||
|
Titanio |
Circonio |
Aluminio |
Níquel |
Azufre |
Fósforo |
Cobre |
|
|
no mas |
|||||||
2.3.1. En el grado de acero 20KHG2TS, se permite un aumento en la fracción de masa de cromo a 1.7% y el reemplazo de circonio por 0.02-0.08% de titanio. En el grado de acero 23X2G2T, el titanio puede reemplazarse por 0.05-0.10% de circonio. En este caso, la designación de acero grado 20HG2Ts en lugar de la letra C pone la letra T, acero grado 23X2G2T en lugar de la letra T pone la letra C.
En el grado de acero 32G2Rps, se permite reemplazar el aluminio con titanio o circonio en unidades iguales.
2.3.2. La fracción de masa de nitrógeno en el grado de acero 22Kh2G2A10 debe ser 0.015-0.030%, la fracción de masa de nitrógeno residual en el grado de acero 10GT no debe ser más de 0.008%.
2.3.3. La fracción de masa de boro en los grados de acero 22X2G2R, 20X2G2SR y 32G2Rps debe ser 0.001-0.007%. En acero grado 22X2G2AYU, se permite la adición de boro de 0.001-0.008%.
2.3.4. Se puede agregar titanio a los grados de acero 18G2S, 25G2S, 35GS en función de su fracción de masa en acero acabado 0.01-0.03%, en acero de grado 35GS en función de su fracción de masa en acero acabado fabricado en bobinas 0.01-0 , 06%.
2.4. Desviaciones en la composición química en productos terminados de aceros al carbono - según GOST 380-88, de aceros de baja aleación sujetos a propiedades mecánicas - según la tabla. 7. Las desviaciones mínimas en el contenido de los elementos (excepto titanio y circonio, y para silicio de acero de grado 20X2G2SR) no están limitadas.
Mesa 7
|
Artículos |
Límite de desviaciones,% |
|
Manganeso |
|
|
Circonio |
|
Nota Por acuerdo entre el fabricante y el consumidor, el acero puede fabricarse con otras desviaciones en el contenido de cromo, silicio y manganeso.
(Edición modificada, enmienda nº 3).
2.5. El acero de refuerzo de las clases A-I (A240), A-II (A300), A-III (A400), A-IV (A600) está hecho de laminado en caliente, clase AV (A800) - con templado a baja temperatura, clase A-VI (A1000) - con templado a baja temperatura o tratamiento termomecánico en el flujo del laminador.
Se permite no templar a baja temperatura el acero de las clases A-V (A800) y A-VI (A1000), siempre que se produzca un alargamiento relativo de al menos 9% y un alargamiento uniforme de al menos 2% cuando se prueba durante 12 horas después del laminado.
2.6. Las propiedades mecánicas del acero de refuerzo deben cumplir con los estándares especificados en la tabla. 8)
Mesa 8
|
Grado de armadura |
Límite de elasticidads t |
Resistencia a la traccións en |
Alargamientod 5 , % |
Alargamiento uniformed r , % |
Resistencia al impacto a -60° Con |
Prueba de curva y frío ( con- espesor del despachod - diámetro de la barra) |
||||
|
N / mm 2 |
kgf / mm 2 |
N / mm 2 |
kgf / mm 2 |
MJ / m 2 |
kgf× m / cm 2 |
|||||
|
No menos |
||||||||||
|
180 °; c = d |
||||||||||
|
180 °; con = 3d |
||||||||||
|
Ac-II (Ac300) |
180 °; c = d |
|||||||||
|
90 °; con = 3d |
||||||||||
|
45 °; con = 5d |
||||||||||
|
45 °; con = 5d |
||||||||||
|
45 °; con = 5d |
||||||||||
Notas:
1. Por acuerdo entre el fabricante y el consumidor, se permite no probar la resistencia al impacto del acero de refuerzo de clase Ac-II (Ac300).
2. (Excluido, Enmienda No. 3).
3. Para acero de refuerzo de clase A-IV (A600) con un diámetro de 18 mm, acero de grado 80C, la velocidad de flexión en estado frío se establece en al menos 30 °.
4. Para acero de refuerzo de clase A-I (A240) con un diámetro de más de 20 mm cuando se dobla en estado frío 180 ° con = 2d, clase A-II (A300) con un diámetro superior a 20 mm con = 4d.
5. Los corchetes indican la designación del límite elástico.
(Edición modificada, enmienda nº 1, 3).
Para acero de clase A-II (A300) con un diámetro de más de 40 mm, se permite un alargamiento relativo de 0.25% por milímetro de aumento de diámetro, pero no más del 3%.
Para el acero de clase Ac-II (Ac300), se permite una disminución de la resistencia temporal a 426 MPa (43.5 kgf / mm 2) con un alargamiento relativo: d 5 30% o más.
Para acero grado 25G2S, clase A-III (A400), la resistencia temporal se puede reducir a 560 MPa (57 kgf / mm 2) con un límite elástico de al menos 405 MPa (41 kgf / mm 2), alargamiento relativo: d 5 No menos del 20%.
2.7. Los indicadores estadísticos de las propiedades mecánicas del acero de refuerzo de un perfil periódico deben cumplir con el Apéndice 1, con una mayor uniformidad de las propiedades mecánicas: el Apéndice 1 obligatorio y la tabla. 9)
Mesa 9
|
Clase de armadura se ha convertido |
Número de perfil |
S |
|||||||
|
Paras t (s 0,2 ) |
Paras en |
Paras t (s 0,2 ) |
Paras en |
Paras t (s 0,2 ) |
Paras en |
Paras t (s 0,2 ) |
Paras en |
||
|
MPa (kgf / mm 2) |
MPa (kgf / mm 2) |
||||||||
|
El mas que |
|||||||||
Notas:
1. S - desviación estándar en la población de prueba;
S acerca de - desviación estándar en el lote;
El valor promedio en la población de prueba;
El valor promedio mínimo en la fiesta de fusión.
2. Para el refuerzo de acero en bobinas con un diámetro de 6 y 8 mm, un aumento en las normas para S y S acerca de 4,9 MPa (0,5 kgf / mm 2).
3. (Excluido, Enmienda No. 5).
La probabilidad de proporcionar las propiedades mecánicas especificadas en la tabla. 8 debe ser al menos 0,95.
2.8. En la superficie del perfil, incluida la superficie de las costillas y las protuberancias, no debe haber grietas enrolladas, grietas de tensión, defectos, capturas rodantes y puestas de sol.
Se permite un daño menor en las costillas y las protuberancias, en una cantidad de no más de tres por 1 m de longitud, así como un leve óxido, contaminantes enrollados individuales, huellas dactilares, flacidez, rastros de burbujas enrolladas, volantes y escamas dentro de las desviaciones de tamaño permitidas.
(Edición modificada, enmienda nº 2).
2.9. La composición química y la tecnología de fabricación garantizan la soldabilidad del acero de refuerzo de todos los grados, excepto el 80C.
2.10. El equivalente de carbono para el refuerzo de barra soldada hecho de acero de baja aleación de clase A-III (A400) no debe ser más de 0.62.
3. NORMAS DE ACEPTACIÓN
3.1. El acero de refuerzo se acepta en lotes que consisten en perfiles de un diámetro, una clase, un cucharón de fusión y elaborados con un documento de calidad.
El peso del lote debe ser de hasta 70 toneladas.
Se permite aumentar la masa del lote a la masa del cucharón de fusión.
3.2. Cada lote se acompaña de un documento de calidad de acuerdo con GOST 7566-81 con datos adicionales:
número de perfil;
desviaciones medias y estándar mínimas S acerca de en un lote de cantidades s t (s 0,2 ) y s en;
resultados de la prueba de flexión en frío;
valores de alargamiento uniforme para acero de clase A-IV (A600), A-V (A800), A-VI (A1000).
3.3. Para verificar el tamaño y la calidad de la superficie seleccionada:
en la fabricación de acero de refuerzo en las varillas: al menos el 5% del lote;
durante la fabricación y madejas: dos madejas de cada lote.
(Edición modificada, enmienda nº 3).
3.4. Para verificar la composición química de la muestra tomada de acuerdo con GOST 7565-81.
El fabricante determina la fracción de masa de aluminio periódicamente, pero al menos una vez por trimestre.
3.5. Para verificar la tensión, la flexión y la tenacidad, se toman dos barras del lote.
Para el fabricante, el intervalo de selección de la barra debe ser al menos la mitad del tiempo dedicado a rodar un tamaño de perfil de un lote.
(Edición modificada, enmienda nº 3).
3.6. Al recibir resultados de prueba insatisfactorios para al menos uno de los indicadores, se llevan a cabo pruebas repetidas de acuerdo con GOST 7566-81.
4. MÉTODOS DE PRUEBA
4.1 El análisis químico del acero se realiza de acuerdo con GOST 12344-88, GOST 12348-78, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 18895-81 u otros métodos que proporcionan la precisión requerida.
4.2. El diámetro y la ovalidad de los perfiles se miden a una distancia de al menos 150 mm desde el extremo de la barra o a una distancia de al menos 1500 mm desde el extremo de la bobina con un peso de bobina de hasta 250 kg y al menos 3000 mm con un peso de bobina de más de 250 kg.
4.3. Las dimensiones se verifican con una herramienta de medición de la precisión requerida.
4.4. Se corta una muestra de cada varilla seleccionada para pruebas de resistencia a la tracción, flexión y resistencia.
4.5. El muestreo para probar la tensión, la flexión y la tenacidad se realiza de acuerdo con GOST 7564-73.
4.6. La prueba de tracción se lleva a cabo de acuerdo con GOST 12004-81.
4.7. La prueba de flexión se lleva a cabo de acuerdo con GOST 14019-80 en muestras con una sección transversal igual a la sección transversal de la varilla.
Para barras con un diámetro de más de 40 mm, se permite analizar muestras cortadas a lo largo del eje de la barra en un mandril con un diámetro reducido a la mitad en comparación con el indicado en la tabla. 4, con aplicación de fuerza de flexión desde el lado del corte.
4.8. La determinación de la resistencia al impacto se realiza de acuerdo con GOST 9454-78 en muestras con un concentrador de tipo U tipo 3 para varillas con un diámetro de 12-14 mm y muestras del tipo 1 para varillas con un diámetro de 16 mm y más. Las muestras se realizan de acuerdo con los requisitos de GOST 9454-78.
4.9. Está permitido aplicar métodos estadísticos y no destructivos para controlar las propiedades mecánicas y la masa de los perfiles.
4.10. La curvatura de las varillas se mide a lo largo de la longitud del perfil suministrado, pero no más corta que 1 m.
4.11. Determinación de indicadores estadísticos de propiedades mecánicas de acuerdo con el anexo obligatorio 2.
4.12. La calidad de la superficie se verifica sin el uso de dispositivos de aumento.
4.10-4.12. (Introducido adicionalmente, Enmienda No. 3).
4.13. La medición de la altura de las protuberancias transversales del perfil periódico debe realizarse a lo largo del eje vertical de la sección transversal de la barra de refuerzo.
(Introducido adicionalmente, Enmienda No. 4).
5. EMBALAJE, ETIQUETADO, TRANSPORTE Y ALMACENAMIENTO
5.1. Embalaje, etiquetado, transporte y almacenamiento, de acuerdo con GOST 7500-81 con adiciones:
los extremos de las varillas de aceros de baja aleación de clase A-IV (A600) deben pintarse con pintura roja, clase A-V (A800) - rojo y verde, clase A-VI (A1000) - rojo y azul. Se permite colorear los ligamentos a una distancia de 0.5 m de los extremos;
las varillas se embalan en paquetes de hasta 15 toneladas, atadas con alambre o alambrón. A pedido del consumidor, las varillas se embalan en paquetes de hasta 3 y 5 toneladas;
en la etiqueta adherida a cada grupo de barras, se aplica la designación aceptada de la clase de acero de refuerzo (por ejemplo, A-III) o la designación convencional de la clase de límite elástico (A400).
En los ligamentos, la pintura se aplica en franjas de un ancho de al menos 20 mm en la superficie lateral alrededor de la circunferencia (al menos 1/2 de la circunferencia) a una distancia de no más de 500 mm desde el extremo.
La pintura se aplica a las madejas en franjas de un ancho de al menos 20 mm a través de las bobinas en el exterior de la madeja.
En productos desempacados, la pintura se aplica al extremo o a la superficie lateral a una distancia de no más de 500 mm del extremo.
(Edición modificada, enmienda nº 3, 5).
APÉNDICE 1
Obligatorio
REQUISITOS PARA INDICADORES ESTADÍSTICOS DE PROPIEDADES MECÁNICAS
1. El fabricante garantiza al consumidor valores medios de resistencia temporal s en y ceder el límite (físico s t y condicional s 0,2 ) en conjunto - yo y los valores promedio mínimos de los mismos indicadores en cada grupo de fusión: yo; cuyos valores se establecen a partir de las condiciones:
yo ³ x yo b p + t× S
yo > 0,9x yo b p + 3S acerca de
yo ³ x yo b p,
donde x yo b p - valores de rechazo s en, s 0,2 especificado en la tabla. 8 de esta norma;
t - el valor cuantil tomado igual a 2 para las clases A-II (A300) y A-III (A400) y 1.64 para las barras de las clases A-IV (A600), A-V (A800) y A-VI (A 1000).
2. Control de calidad de los indicadores de las propiedades mecánicas de los productos en el fabricante.
2.1. Los indicadores de calidad requeridos de los perfiles están garantizados por el cumplimiento de la tecnología de producción y se controlan mediante pruebas de acuerdo con los requisitos de la cláusula 3.5, cláusula 4.4-4.8.
2.2. Cantidades S y S acerca de se instalan de acuerdo con los resultados de la prueba y las disposiciones del Anexo 2.
3. Control de calidad de los indicadores de las propiedades mecánicas de los productos en la empresa de consumo.
3.1. En presencia de un documento de calidad para productos de la categoría de más alta calidad, el consumidor no puede realizar pruebas de propiedades mecánicas.
3.2. Si es necesario verificar las propiedades mecánicas de cada lote, se toman seis muestras, tomadas de diferentes paquetes o madejas y de diferentes perfiles, y las condiciones se verifican de acuerdo con los resultados
x min ³ yo - 1,64Entonces o
en ³ yo ³ yo br,
donde en - el valor medio de las propiedades mecánicas según los resultados de la prueba de seis muestras;
t min - el valor mínimo de los resultados de la prueba de seis muestras.
3.3. Alargamiento mínimo d 5 y alargamiento uniforme d r deben ser al menos los valores dados en la tabla. 8)
(Edición modificada, enmienda nº 3).
APÉNDICE 2
Obligatorio
Metodología
determinación de indicadores estadísticos de las características de resistencia de las propiedades mecánicas del acero laminado en caliente para el refuerzo de estructuras de hormigón armado.
Esta metodología se aplica a productos laminados en caliente, acelerados, termomecánicos y térmicamente laminados de un perfil periódico hecho en bobinas o varillas.
La técnica se utiliza para evaluar la confiabilidad de las propiedades mecánicas en cada lote y acero en general, y controlar la estabilidad del proceso.
1. Determinar los indicadores estadísticos de las propiedades mecánicas (límite elástico físico s t o condicional s 0,2 resistencia a la rotura temporal s en) utilizaron resultados de pruebas iniciados por poblaciones.
2. La correspondencia de las propiedades mecánicas de los productos laminados con los requisitos de la documentación normativa y técnica se determina sobre la base del procesamiento estadístico de los resultados de las pruebas que forman una muestra de la población general. Todas las conclusiones, resultados y conclusiones hechas sobre la base de la muestra se aplican a toda la población.
3. Muestra: un conjunto de resultados de pruebas de control que forman la matriz de información que se procesará.
La muestra incluye los resultados de las pruebas de aceptación de productos laminados de una clase, un grado y método de fundición, laminados en uno o un grupo de tamaños de perfil similares.
4. La muestra sobre la base de la cual se realiza el cálculo de los indicadores estadísticos debe ser representativa y abarcar un período de tiempo suficientemente largo, pero no inferior a tres meses, durante el cual el proceso tecnológico no cambia. Si es necesario, se puede aumentar el intervalo de tiempo para el muestreo. Verificación de la uniformidad de la muestra de acuerdo con la documentación normativa y técnica.
5. El número de lotes en cada muestra debe ser de al menos 50.
6. Al tomar muestras, se debe observar la condición de muestreo aleatorio de una parte de fundición. La anormalidad de los resultados de la prueba se evalúa de acuerdo con la documentación normativa y técnica.
7. Cuando el procesamiento estadístico se determina por el valor promedio, la desviación estándar S de cada muestra (población general), la desviación estándar dentro de la parte de fusión S acerca deasí como la desviación estándar del fusible S 1 . Valor S 1 determinado por la fórmula
Cantidades S se determinan de acuerdo con la documentación normativa y técnica.
8. Verificación de la estabilidad de las características y S llevado a cabo de acuerdo con OST 14-34-78.
9. El valor Entonces o para acero de refuerzo endurecido termomecánica y térmicamente enfriado acelerado se determina solo por el método experimental, por laminado en caliente: el método experimental y el método de oscilación según la fórmula, donde y S v en consecuencia, el valor promedio y la desviación estándar de la distribución del tramo para dos pruebas de la parte. Valor mínimo S acerca de igual a 1.
10. Determinación de valor S acerca de El método experimental se realiza en al menos dos calores para cada grado de acero, grado y tamaño de perfil mediante muestreo aleatorio de al menos 100 muestras de cada calores.
11. El valor del valor promedio mínimo de las características de resistencia s t (s 0,2 ), s en) en cada lote 2 determinado a partir de la condición yo = - t × S 1 donde t - el valor cuantil de 1.64 para una probabilidad de 0.95.
12. El valor mínimo de los resultados del ensayo de tracción de dos muestras ( n \u003d 2) cada lote sometido a control debe tener al menos x mindefinido por la fórmula
x min ³ yo - 1,64Entonces o.
13. Para garantizar las propiedades mecánicas del consumidor, se deben cumplir las siguientes condiciones:
yo ³ x i br + 1,64S;
yo ³ x i br;
yo ³ 0.9 x i br + 3Entonces o,
donde x i br - valor de rechazo s t (s 0,2 ) y s enespecificado en la documentación técnica y reglamentaria pertinente.
(Introducido adicionalmente, Enmienda No. 3).
1. Clasificación y surtido .. 1
2. Requisitos técnicos. 6 6
3. Reglas de aceptación. 9 9
4. Métodos de prueba. 10
5. Embalaje, etiquetado, transporte y almacenamiento. 10
Apéndice 1 Requisitos obligatorios para indicadores estadísticos de propiedades mecánicas 11
Apéndice 2 Metodología obligatoria para determinar indicadores estadísticos de las características de resistencia de las propiedades mecánicas del acero laminado en caliente para el refuerzo de estructuras de hormigón armado. 12
DATOS DE INFORMACIÓN
1. DESARROLLADO E INTRODUCIDO por el Ministerio de metalurgia ferrosa de la URSS, Gosstroy de la URSS
DESARROLLADORES
N. M. VorontsovCand. tecnología ciencias I. S. GrinCand. tecnología ciencias K. F. Peretyatko; G.I.Snashchikov; L. G. Bolshikh, E. D. Gavrilenko; Cand. tecnología ciencias K. V. MikhailovDr. Tech. ciencias S. A. MadatyanCand. tecnología ciencias N. M. MulinCand. tecnología ciencias V. Z. MeshkovCand. tecnología ciencias B.P. GoryachevCand. tecnología ciencias B. N. Fridlyanov; V.I. Petina
2. APROBADO E INTRODUCIDO POR LA RESOLUCIÓN del Comité Estatal de Normas de la URSS de 17.12. No 4800
3. En lugar de GOST 5.1459-72, GOST 5781-75
4. REFERENCIA DOCUMENTOS NORMATIVO-TÉCNICOS
|
Numero de articulo |
|
|
GOST 2590-88 |
|
|
GOST 7564-73 |
|
|
GOST 7565-81 |
|
|
GOST 7566-81 |
|
|
GOST 9454-78 |
|
|
GOST 12004-81 |
|
|
GOST 12344-88 |
|
|
GOST 12348-78 |
|
|
GOST 12350-78 |
|
|
GOST 12352-81 |
|
|
GOST 12355-78 |
|
|
GOST 12356-81 |
|
|
GOST 14019-80 |
|
|
GOST 18895-81 |
|
|
Apéndice 2 |
5. El plazo de validez se ha levantado por decisión del Consejo Interestatal de Normalización, Metrología y Certificación (protocolo 3-93 de 17/02.93).
6. REPUBLICACIÓN (diciembre de 1993), con las enmiendas 1, 2, 3, 4, 5, aprobadas en febrero de 1984, junio de 1987, diciembre de 1987, octubre de 1989 y diciembre de 1990 (IMS 5-84, 11-87, 3-88, 1-90, 3-91).